

Automatic positive and negative pressure three station plastic forming machine HD-SPZ-600
Key words:
Blister machine series
Classification:
Product Details
Full-automatic positive and negative pressure three-station plastic forming machine HD-SPZ-600

adopts double up and down electric furnace infrared heating system to effectively heat the material. The temperature is controlled in a state that the material is not completely cured and sagging. When the sheet is moved to the forming station by the pull tab motor, the positive and negative air pressure forming system is started, and the material is plastic-absorbed (preset blowing) by the mold up and down, and in the cutting station at the same time full/half cutting is completed. After cutting, the products are transported to the conveyor belt station by the suction cup/or transmission system for product stacking. After completion, the products are sent out by the conveyor belt, manually taken out and packed, and the waste materials are recycled, thus circulating the program and producing at high speed.
Blister Production Process
Unwinding and Feeding Double-section Double-sided Heating Positive and Negative Air Pressure Forming Slitting Full Cutting Servo Sending Servo Grabbing Stack Conveyor Slitting Slitting Waste Rewinding/Breaking Cutting Basket (Sequential Circulation)
Equipment Constitutes
Equipment Mainly Consists of Body, Positive and Negative Pressure Forming System, Temperature Control System, Vacuum System, Vacuum System, Vacuum System system, electrical and computer control system, finished product cutting system, product separation and waste recycling and other structural components.
1. Fuselage structure: the base and load-bearing structure adopt high-strength square-pass system, the rest adopt all-aluminum alloy structure, the bottom layer is sprayed with antirust paint, and bolt connection is used in key parts as required, and aluminum alloy sliding doors are used on the front and rear sides, which is convenient for installation, disassembly, maintenance and replacement.
2. Molding mechanism: the cylinder is used to drive the overall four-guide pillar design, and is matched with the coaxial design of cold-plated optical axis, oil-containing shaft sleeve and upper and lower dies. Therefore, the lifting action is stable, and the high-precision matching requirements of the upper and lower dies are met. The upper and lower templates are made of steel plates over 100mm, and are ground to be smooth. The size design of the die table is consistent with the size of the die.
3, Feeding System: Large pneumatic/electric feeding rack is adopted, which can feed 300kg/roll at a time, and the feeding shaft locking technology is adopted. The motor has the function of forward and reverse operation, which is convenient to retract and unwind the pieces.
4. Heating part: ceramic infrared heating bricks with double length longer than the forming length are used for uniform heating. The temperature control adopts modular pressure regulating temperature control digital control system, which makes the temperature of the heating area flexible and adjustable and has more intuitive functions. The pressure regulating module realizes multi-point temperature regulation, realizes the combination of macro-temperature control and micro-temperature control, that is, the temperature of the unified heating furnace can be achieved, and then a single supplementary temperature fine-tuning can be carried out according to special circumstances to shorten the heating time and improve the production speed. It also has 99 sets of formula storage memory functions to facilitate production calls.
5, Electrical Control System: The design adopts PLC program control, super-large touch screen as man-machine interface, all Chinese input is intuitive and clear, and the machine has button operation and setting and modification of all process parameters, making the equipment easy to operate and maintain. The PLC program adopts storage and open interface, has the function of connecting to an external computer, and adopts all production programs and data (since the PLC system is only used as an equipment control system, it can only simply store some operation settings and formulas, and the production data cannot be saved, so it needs to be stored and called by connecting an external computer). The equipment is equipped with light curtain control safety shutdown system and emergency stop switch to provide safety guarantee for production.
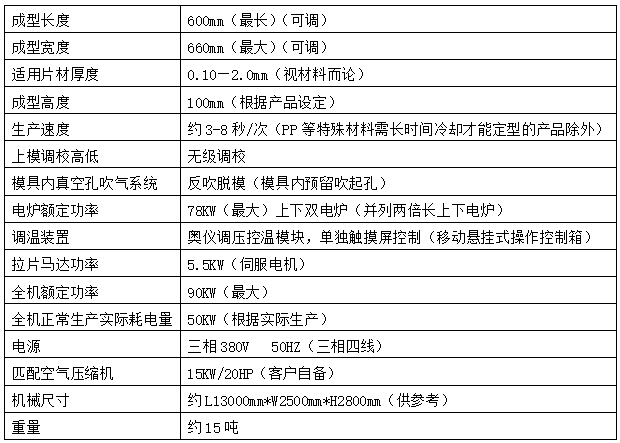
Standard Specification
6, Cutting System: Servo Electric Cylinder Driven Bidirectional Cutting Full Cutting Design for High Precision Cutting Products. The cutting machine is equipped with a suction cup positioning system. After all the products are cut by the knife mold, the products are directly moved to the stacking conveying station by the suction cup/or servo transmission mechanism, and the products are finally sent out by the conveyor belt.
7, vacuum-assisted molding system: the use of high-power rotary vane vacuum pump, in the moment of blister molding on the molding material vacuum blister molding, so that the material and the mold more consistent, to meet the quality requirements of the product.
Product inquiry
online message
Bottom link
Address: Factory Building ,No. 9, 3293 Hongmei South Road, Minhang District, Shanghai
Zip Code: 201108
Tel: 021-66613330 021-66613320
Fax: 021-56558970
Mobile Phone: 13901833321 13585855550
Mailbox: hongdu@vip.sina.com